ISO Tolerans ve Uyum (Fit) Sistemi: H7/g6 Ne Anlama Gelir?
ISO 286 tolerans kodlama sistemi: harf (sapma) ve rakam (IT derecesi) neyi ifade eder, delik bazlı sistem neden tercih edilir, ve H7/g6, H7/p6 gibi yaygın uyumların gerçekte ne sağladığı.
ISO 286, bir delik ve milin birlikte nasıl "uyum" (fit) oluşturacağını — aralarında boşluk mu yoksa sıkı geçme mi olacağını — standart bir kod sistemiyle tanımlar. "H7/g6" gibi bir gösterim, iki ayrı sayı değil, birbirine bağlı bir çift tolerans tanımıdır. Bu ayrımı anlamak, bir milin bir yatağa neden "yaklaşık uysa da" gerçekte çalışmayabileceğini anlamanın anahtarıdır.
Kod sistemi nasıl okunur
Her tolerans kodu iki parçadan oluşur:
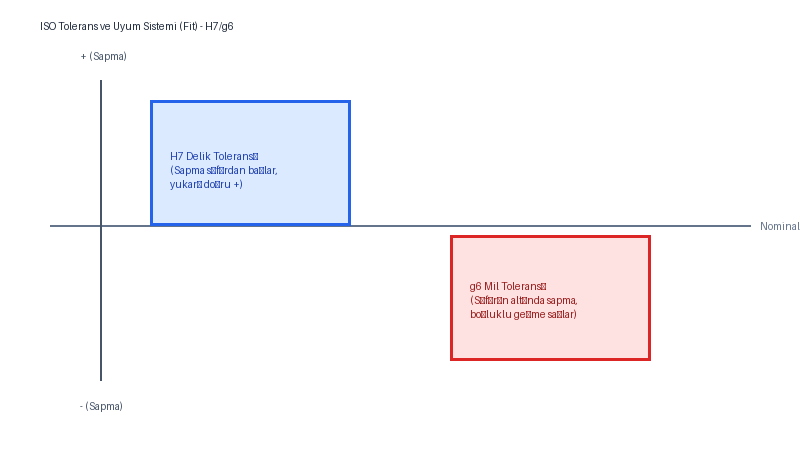
- Harf (temel sapma): harf, tolerans bölgesinin nominal ölçüden ne kadar kaydırıldığını gösterir. Büyük harfler her zaman deliği, küçük harfler her zaman mili ifade eder.
- Rakam (IT derecesi): rakam, tolerans bölgesinin ne kadar geniş olduğunu gösterir. ISO 286, farklı hassasiyet ihtiyaçlarını karşılamak için 20 IT derecesi tanımlar — düşük rakam daha sıkı (dar) tolerans, yüksek rakam daha geniş tolerans anlamına gelir.
Neden neredeyse her zaman "H" ile başlar: delik bazlı sistem
H harfi özeldir: deliğin alt sapmasının sıfır olduğu (nominal ölçüden aşağı sapmanın olmadığı) durumu ifade eder. Çoğu uyum "H-bir şey" olarak tanımlanır çünkü delik standart bir ölçüde işlenir ve istenen uyumu elde etmek için mil ayarlanır — bunun pratik nedeni, delik açmanın (özellikle standart matkap/rayba ölçüleriyle) milin dış çapını hassas tornalamaktan genellikle daha az esnek olmasıdır. Mil bazlı sistem (küçük harf "h" ile mil sabit tutulur) yalnızca hazır, değiştirilemez bir standart mil ölçüsüyle (örneğin standart bir şaft çubuğu) çalışıldığında tercih edilir.
En yaygın üç uyum: kabaca durumların %80'ini kapsar
| Uyum | Tip | Açıklama |
|---|---|---|
| H7/g6 | Kayar / hafif boşluklu uyum | Milin delikte serbestçe dönebildiği veya kayabildiği, ama aşırı oynak olmayan uyum. Rulman yatakları, dönen miller için tipik. |
| H7/k6 | Geçiş uyumu | Duruma göre hafif boşluk veya hafif sıkılık olabilir — el ile veya hafif bir baskıyla monte edilir, ama serbestçe dönmez. |
| H7/p6 | Sıkı (baskı) uyumu | Presleme veya ısıtma gerektiren, sökülmesi amaçlanmayan kalıcı bağlantı. |
Somut örnek: "10mm delik, 10mm mil" neden yetersiz bir tarif
Bir yatakta serbestçe dönmesi gereken bir mil düşünün. Delik ve mil basitçe "10mm" olarak belirtilirse:
- Deliği işleyen atölye kendi varsayılan toleransını uygulayabilir, örneğin 10,00–10,05mm.
- Mili işleyen atölye kendi varsayılanını uygulayabilir, örneğin 9,95–10,00mm.
- En kötü durumda 10,05mm delik ve 9,95mm mil çıkabilir — 0,1mm boşluk, gevşek bir dönen uyum için uygun olabilir ama hassas bir uygulama için fazla oynak olabilir.
- Diğer en kötü durumda ise 10,00mm delik ve 10,00mm mil çıkabilir — neredeyse sıfır boşluklu bir geçme, muhtemelen serbestçe dönmeyecektir.
H7/g6 gibi eşleşen bir uyum belirtildiğinde, her iki parça kendi tolerans aralığının neresinde olursa olsun, aralarındaki boşluk aralığı garanti edilmiş olur — bu, "birbirine yakın iki sayı" ile gerçek bir mühendislik uyum tarifi arasındaki farktır.
Mil bazlı sistemi ne zaman gerçekten tercih etmelisiniz
Mil bazlı sistem (küçük harf "h" ile milin sabit tutulduğu) nadiren kullanılır, ama doğru olduğu belirli durumlar vardır: standart, kesilmemiş bir şaft çubuğunu (örneğin piyasada hazır satılan h6 toleranslı bir mil malzemesi) doğrudan kullanıyorsanız ve onu değiştirmeden birden fazla farklı parçaya monte ediyorsanız, o zaman mili sabit referans alıp her deliği ona göre toleranslandırmak daha pratiktir. Genel makine tasarımında bu durum azdır — çoğu tasarımcı deliği kendi işleyeceği için delik bazlı sistem varsayılan kalır.
IT derecesi neden önemli: sadece "sıkı" veya "gevşek" değil, maliyet de
Daha düşük IT derecesi (daha sıkı tolerans), daha hassas — ve genellikle daha pahalı — işleme gerektirir. IT derecesini gerçek fonksiyonel ihtiyaçtan daha sıkı seçmek, ölçülebilir bir fayda sağlamadan maliyeti artırır. Pratik yaklaşım, önce fonksiyonel gereksinimi (ne kadar boşluk veya sıkılık gerekiyor) belirlemek, sonra bu gereksinimi karşılayan en geniş (dolayısıyla en ucuz) IT derecesini seçmektir — mümkün olan en sıkı toleransı seçmek değil.
Sıkı Geçme Hesapları ve Kontak Basıncı Formülleri
Sıkı geçmelerde (örneğin H7/u6, H7/p6), iki parçanın birbiri üzerine bindirilmesiyle oluşan kontak basıncı ($p$) ve bu bağlantının eksenel yük taşıma kapasitesi (çıkartma kuvveti $F_{ax}$) şu formüllerle hesaplanır:
$$p = \frac{E \cdot \delta_{eff}}{d} \left[ \frac{d_o^2 - d^2}{2 d_o^2} \right]$$
$$F_{ax} = \pi \cdot d \cdot b \cdot p \cdot \mu$$
Burada:
- $d$: Milin nominal çapı
- $d_o$: Yatağın (göbeğin) dış çapı
- $E$: Malzemenin elastisite modülü (Young Modülü)
- $\delta_{eff}$: Efektif sıkı geçme miktarı (girişim)
- $b$: Bağlantı genişliği
- $\mu$: Temas yüzeyindeki sürtünme katsayısı
Yüzey Pürüzlülüğü ve Silindiriklik Hatasının Etkisi (Akademik Bulgular)
Mühendislikte sıklıkla yapılan hata, kumpas veya mikrometre ile ölçülen nominal sıkı geçme miktarını direkt hesaplamalara dahil etmektir. Ancak yapılan akademik araştırmalar (Arun P. Raj et al., 2020; Persson contact mechanics), yüzey pürüzlülüğü ($R_z$) ve mikro-tepelerin ezilmesinden kaynaklı olarak efektif girişim miktarının ($\delta_{eff}$) düştüğünü göstermektedir:
$$\delta_{eff} = \delta_{caliper} - 0.8(R_{z,shaft} + R_{z,hub})$$
Yüzey pürüzlülüğü yüksek olduğunda (örneğin kaba torna edilmiş millerde), montaj esnasında yüzeydeki mikro-tepeler ezilir. Bu durum efektif girişimi ($\delta_{eff}$) ve dolayısıyla bağlantının eksenel çıkartma kuvvetini %47.59'a varan oranda düşürür.
Benzer şekilde, şafttaki silindiriklik (cylindricity) ve yuvarlaklık (roundness) hataları da temas alanını azaltır. Bu da kontak basıncı dağılımının homojenliğini bozar ve eksenel yük taşıma kapasitesini ciddi oranda düşürür.
Vaka Analizi: H7/u6 Pres Geçme Testi
C40 çeliğinden üretilmiş 20 mm nominal çapa sahip bir mil ve standart bilyalı rulman yatağının H7/u6 toleransıyla pres geçme montajı yapılmıştır.
- Evrensel Çekme Test Cihazında (UTM) yapılan eksenel çıkartma testlerinde, milin silindiriklik hatası 6 $\mu$m seviyesinin üzerine çıktığında, eksenel yük taşıma kapasitesinin teorik hesaba göre %40'a yakın bir kayba uğradığı gözlemlenmiştir.
- Bu durum, imalat toleranslarının ve yüzey kalitesinin sadece nominal boyut sınırlarında kalmasının yeterli olmadığını, geometrik toleransların (silindiriklik vb.) montaj mukavemeti için ne denli hayati olduğunu kanıtlamaktadır.
Rulman montajında neden özellikle kritik
Bir rulmanın oturduğu mil ve yatak, standart bir mil/delik uyumundan daha hassas bir denge gerektirir — çünkü rulman performansı ve ömrü, iç/dış bilezik ile temas yüzeyleri arasındaki boşluk veya sıkılığa doğrudan bağlıdır. Bu konuyu rulman seçimi rehberimizde daha ayrıntılı işliyoruz.
Pratik bir seçim akışı
- Fonksiyonel gereksinimi belirleyin: parça dönecek mi (boşluk gerekir), sabit mi kalacak mı (sıkı geçme gerekir), yoksa el ile monte mi edilecek (geçiş uyumu)?
- Delik bazlı sistemi (H-serisi delik) varsayılan olarak kullanın, aksi bir neden olmadıkça.
- Yukarıdaki tablodan uygun standart uyumu (H7/g6, H7/k6, H7/p6) seçin — özel bir tolerans bandı icat etmeyin; standart uyumlar, defalarca kullanılmış ve üretilebilir olduğu kanıtlanmış çözümlerdir.
- Kritik olmayan boyutlarda gereksiz yere sıkı IT derecesinden kaçının — maliyeti gereksiz yere artırır.
Sonuç
"H7/g6" iki ayrı toleranslı boyut değil, birlikte çalışan bir çift tanımdır — deliğin ve milin her ikisinin de kendi tolerans aralığının neresinde olduğuna bakılmaksızın belirli bir boşluk veya sıkılık aralığını garanti eder. Bir mil ve deliği "yaklaşık aynı ölçüde" tarif etmek, gerçek bir mühendislik uyum tarifinin yerini tutmaz.
Kaynaklar: ISO 286-1:2010 — Tolerans kod sistemi · AmesWeb — ISO Tolerans Hesaplayıcı (H7, h6).
İlgili yazılar: Rulman seçimi rehberi · GD&T nedir?